Objective: This test was conducted to measure the hardness of a drill tip and shank.
Test Specimen: A 3 mm diameter drill bit was chosen for the test.
Hypothesis and Preparation
Because of the light weight of the sample, the hardness was measured by using the TKM-459CE hardness tester with an additional "H" probe and 1 kg load. This will create an invisible impression, which is advantageous when measuring such small parts.
Experimental Procedure
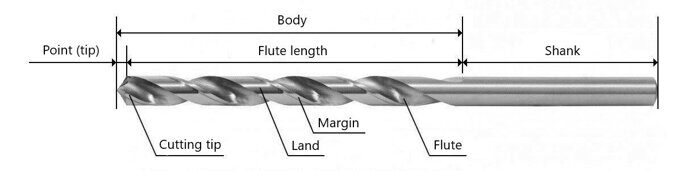
1. Drill Body
Due to the size, shape and small flute of the drill, the specimen needed to be protected to ensure that it was not damaged. The mass of a vise was used, and rubber bands were placed in the flute.
To account for the inclines, the drill was tilted in the vise. This allowed the measuring device to be perpendicular to the surface (Pic. 1). We took measurements from both the cutting edge and land areas of the drill.
The same strategy was used for measurements on the shank (Pic. 2).
2. Butt-End of the Drill
For the butt-end measurements, the drill - wrapped in rubber strips - was clamped in the vise with the butt-end upward. The shank surface was polished before the measurements were taken (Pic. 3).

Results
Because of the complex geometry of the cutting tip only four measurements were taken. During the experiments, the suggested guidelines for spacing were obeyed: at least 1 mm (0.03 inches) distance between measurements and at least 2 mm (0.07 inches) distance from the edge.
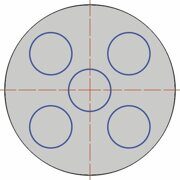
Five measurements could be performed at the butt-end. But due to the small sample size, the indents had to be made more than 2 mm away from the edge, which may result in increased variability. (See diagram of indentations on butt-end, below).
Based on several series of measurements it can be stated that the TKM-459CE hardness tester shows stable behaviour.
Recommendations
For accurate measurements, it is recommended to:
- Clamp the sample in a vise using rubber pads.
- Make sure the measuring instrument is placed perpendicular to the specimen.
- Keep the proper distance between measurement points and from edges.
- For non-cutting tip hardness measurements, it is usually desirable to measure other parts of the drill to allow multiple readings for better accuracy.
- When testing lots of fully hardened drills, it is possible to use a number of samples with the butt-end polished. This way, the rest of the drills can be used later.
- If induction hardening is used and the shank is not affected, selected drills can be polished at the middle part of the drill, preferably on the land surface, to conduct the test.